
What are the common problems encountered in shell testing?
Usually, the first stop in the production process for an assembled valve is the external test, known as a hydrostatic shell test. This test validates the soundness and strength of the valve body. It also pre-stresses the valve body, which aids in avoiding fatigue with cyclic pressure. For safety, this test is normally done with water at one-and-a-half times the valve body pressure rating. It also is typically done with the valve fully assembled and in the partially open position.
For shell testing, API-598 refers to ASME B16.34 for body pressure rating, which varies by body material. For example, a Class 150 valve in carbon steel (e.g., WCB) is tested at 31 bars. The same valve in stainless steel (e.g., CF8M) is tested at 29 bars. EN (European Committee for Standardization) and DIN (German Institute for Standardization) standards consider the body pressure rating only. For all body materials, a PN10 valve is tested at 15 bars and a PN40 is tested at 60 bars. It is not uncommon for customers conducting business internationally and used to working with EN and DIN standards to claim the wrong test pressure was applied when a valve is shell tested per API or ASME.

In addition, even a test as simple as the shell test has issues including:
-
Sensitivity: In some cases, valve body castings have porosity too small for water to leak through, which is commonly called micro-porosity. This is most likely to occur in Monel and bronze castings. To detect this type of casting defect, the valve must be tested with air first, and the valve immersed in water or the exterior covered with soap solution. Such porosity can be blocked, in which case it will not be detected if the valve is pressurized with water first since the water is sufficient to block the leak path. Valve standards do not mention this additional test, but it is wise to use such tests with higher-risk cast materials going into hazardous and lethal gas service.
-
Clamping forces: Split body valves are typically compressed in a hydraulic press to seal off the ends for pressure testing. If not carefully controlled, the clamping force can easily exceed the body joint gasket load generated by the bolted body joint. When this happens, the body joint gasket can be over-compressed, leading to loose body joint bolts and possibly external leakage.
-
Special clean valves: Valves for use in services such as oxygen, chlorine and hydrogen peroxide require an extra level of cleaning and inspection to ensure their safe use. Water inside the fully assembled valve can introduce undesirable and unsafe contaminates, and any residual water remaining after the test can be hazardous when installed into service. For example, residual water remaining in valves for cryogenic service can freeze and prevent valve operation. In such cases, it is best to test the valve body prior to valve assembly.
-
-
Corrosion: Residual water inside carbon steel valves can lead to crevice corrosion, a particularly aggressive type of corrosion that can damage critical sealing surfaces and result in both internal and external leakage. Attempts to remove the water through baking or heating the valve at elevated temperatures are generally ineffective.
-
-
Chloride content: Concerns regarding stress-corrosion cracking of stainless steel has resulted in restrictions in the chloride content of test water, defined in several standards. Typically, the limit is around 50 parts per million (ppm), and some standards go as low as 30 ppm or lower. Low chloride levels are particularly difficult to consistently achieve if the factory is using a public or city water supply.
-
-
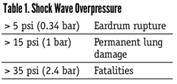
Safety: When considering the problems of testing with water in special clean valves as well as the risk of corrosion, it is tempting to believe testing with air is a better choice. Sometimes this is true. However, since air is compressible, the volume of air contained that is compressed within the test valve can be very hazardous if something ruptures and the energy is suddenly released. According to the American Society for Nondestructive Testing’s Nondestructive Testing Handbook, exposure to a relatively small shock wave of air pressure can lead to the following injuries:
-

-
Service repairs: A question exists of whether or not, after a valve has been repaired, the shell test must be repeated. If the original pressure-containing shell has not been altered during maintenance, it is not necessary to repeat the shell test since the soundness and strength of the valve body remains unchanged. These were already verified in the original factory test. However, if severe corrosion has occurred or if weld repairs have been performed, then a shell test is needed.
Therefore, according to the requirements of iso9001:2015 and API and PED, MT GROUP has formulated strict valve assembly inspection specifications and pressure test specifications.


